

Empire Auto Parts
“Working together to find the right solution.”
Over the last 17 years, Empire Auto Parts has become one of the Northeast’s leading distributors of auto body and cooling replacement parts, wheels and accessories by building its operations around a quality policy rooted in customer service, customer satisfaction and customer relationships. When the company’s Garfield, N.J. warehouse distribution center became stretched to its limits and could no longer support its growing customer base, Empire knew that it was time for a change.
The resulting move to a retrofitted facility in Totowa, N.J. was all about increasing Empire’s operating efficiencies and supporting future growth. With three distribution centers and 12 branch locations spanning the Northeast, the company had plenty of prior experience working with material handling companies and knew just what it was not looking for.
“This time around, we wanted to deal with a company that would give us suggestions with an ‘outside-the- box’ type of thinking and attitude,” said Thomas Martinez, Empire’s Warehouse Manager. “We did not want another vendor that would simply give us exactly what we described in order to make the sale.”

“This time around, we wanted to deal with a company that would give us suggestions with an ‘outside-the-box’ type of thinking and attitude.”
Atlantic Handling Systems (AHS) – a New Jersey- based division of Maybury Material Handling – proved to be just the right fit, proposing a state-of-the- art warehouse configuration built around flexible pallet racking, a wire-guided fork truck fleet and a new conveyor system. “After John Cosgrove and his team reviewed our needs, asked their questions and made suggestions, we felt that Atlantic met our requirements and had the experience we were looking for,” Martinez said.
Though the 100,000-square-foot warehouse space was a pretty blank slate to begin with, Atlantic was faced with some unique challenges when designing the space. Empire’s product handling needs were full of extremes. Their product line involves a multitude of SKUs for parts both large and small. Atlantic had to design appropriate aisle widths to accommodate long auto body parts and materials. Conversely, much of Empire’s operation also revolves around accurately pulling from a large inventory of small parts and preparing them for quick shipment. “We were presented with many challenges when we sat down with the Empire Auto team – everything from slotting the rack elevations to coordinating the logistics of the move,” said Cosgrove, AHS’s President. “Led by Project Engineer Dan Sweetman and Project Manager Charles Morgenstern, our team worked closely with Empire to design the warehouse and implement a thorough plan of action.”
At the heart of Empire’s new warehouse is a complex, yet highly flexible, tear-drop pallet rack system from UNARCO Material Handling. The system utilizes several different bay depths – 278 units of 8’ bays, 230 units of 10’ bays and 206 units of 13’ bays – to accommodate different product sizes. The roll-formed, gravity-lock rack system features wire decking on all levels since Empire hand loads its product rather than utilizing pallets .
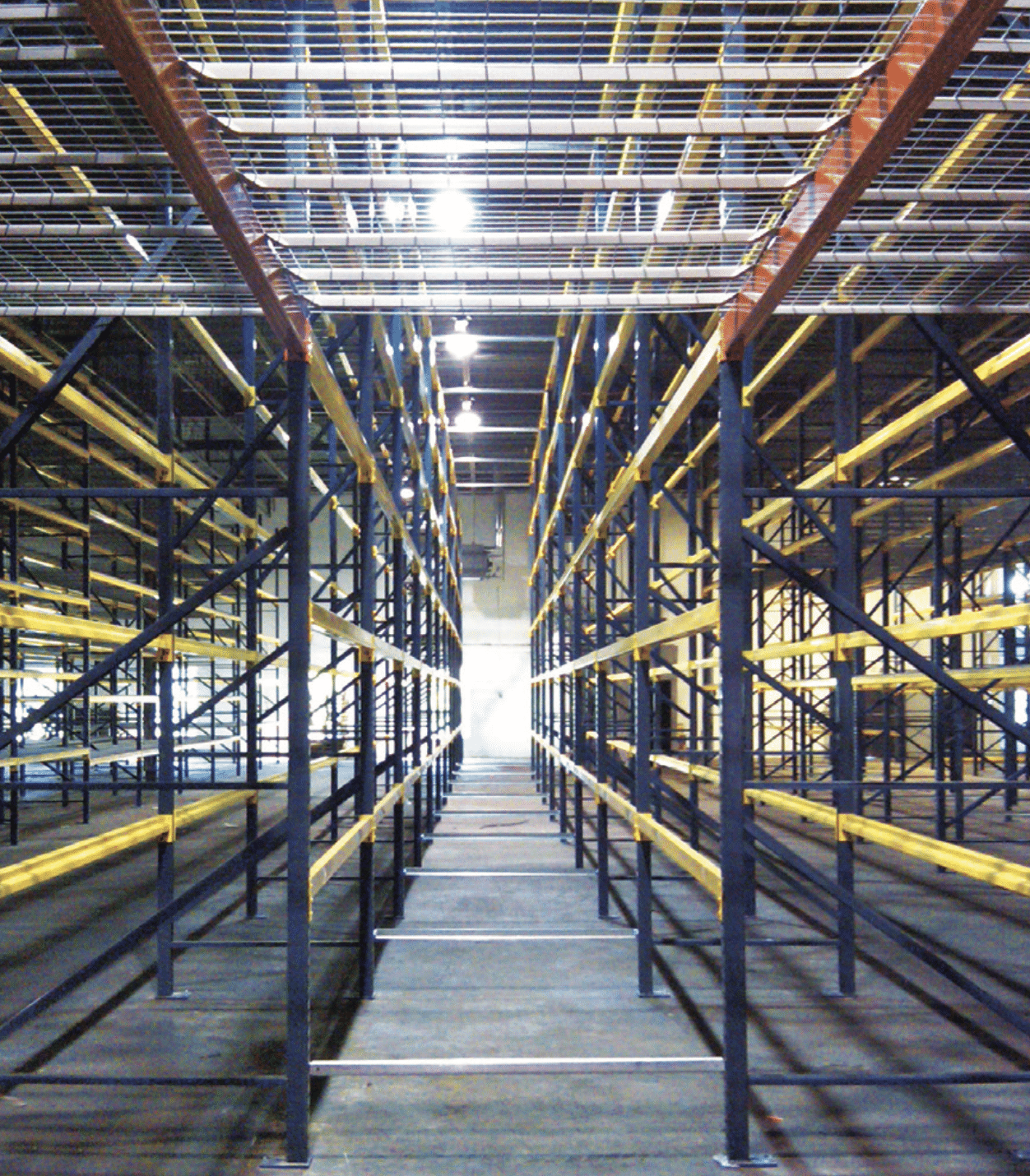
“We typically have anywhere from one to three profiles for a new rack system design,” Cosgrove said. “For this job, we had 26 different profiles. The 2-inch adjustability of UNARCO’s product was the key to making this work.”
UNARCO is a founding member of the Rack Manufacturers Institute (RMI) and adheres to the organization’s design and build guidelines for all racking systems, from the most basic to the most complex and highly engineered.
“Designing a system like this all boils down to satisfying the customer’s current needs, providing flexibility for a changing product line and anticipating future needs,” said Brian Boals, UNARCO’s Director of Distributor Sales. UNARCO and Atlantic worked very closely together to make this complex configuration come to life.
“Maybury and Atlantic bring the expertise, the technology and the ability to the table that suits what we value in a dealer- partner very closely,” Boals said. “John Maybury and Bob Foskitt (Maybury’s President and Director of Sales & Marketing) provide their sales team with all of the tools needed to reach out to their customers and provide an expedited response, from expert proposals to engineering through the delivery phase and beyond.”
In addition to this elaborate racking design, Atlantic proposed a new solution to help Empire ship smaller parts more efficiently. AHS designed and built 320 feet of zero-pressure-accumulation conveyor that now connects Empire’s warehouse and shipping areas, complete with custom-designed cantilever supports fabricated in Atlantic’s own Massachusetts manufacturing facility. These supports allow the conveyor to run over eight dock doors, allowing uninterrupted fork truck traffic in the loading dock area.
The installation process was not without its challenges, especially in regard to scheduling. Empire needed to continue to conduct business as usual while a myriad of contractors not only retrofitted the new warehouse and shipping spaces, but also constructed a multi-level office and installed its IT infrastructure. A delicate dance but, in the end, the effort was clearly worth it. Since moving to its new space, Empire has achieved an approximately 30% increase in warehouse efficiency, helping it deliver on its “right parts, right now” promise to its customers. The company has also experienced a noticeable reduction in workman’s comp cases related to incidents at the facility.
“Needless to say, at the end of the day we are very satisfied with the finished project,” Martinez said. “I would characterize our relationship with the Atlantic team like a bag of Sour Patch candy. Due to the tight schedule and complicated nature of the project, you know it is going to be a bit sour during the process, but at the end you know that it’s going to be sweet. Then you find yourself reaching for more candy.”
For More Information, please contact:
John Cosgrove
Atlantic Handling Systems
PO Box 358
Fair Lawn, NJ 07410